商品の詳細:
お支払配送条件:
|
| 製品名: | ガラス荷を下す機械、ガラス打抜き機の前の自動ガラス生産設備 | アプリケーション: | 板ガラスの深い加工産業、ホーム・アプライアンス ガラス、太陽ガラス |
|---|---|---|---|
| ガラス最高のサイズ: | 2500×1800 mm | ガラス最低のサイズ: | 350×350 mm |
| ガラス厚さ: | 3-6 の mm | 速度: | 3-10 m/min |
| 標準: | CE | ローディングの頻度: | 4-5 PC/分 |
| ハイライト: | glass handling equipment,glass lifting equipment |
||
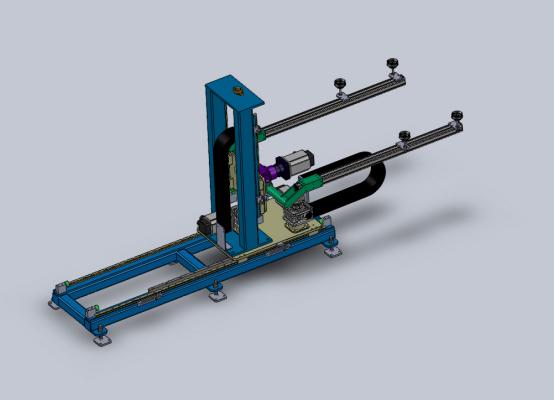
空気の転換ガラス荷を下す機械自動板ガラスの荷役のロボット
指定:
|
モデル |
YL2013 |
YL2518 |
|
ガラスのMax.Size |
2000*1300mm |
2500*1800mm |
|
ガラスのMin.Size |
350*350mm |
1200*1200mm |
|
テーブルの高さ |
900-950mm |
900-950mm |
|
ガラス厚さ |
3-6mm |
3-12mm |
|
速度 |
3-10m/min |
3-10m/min |
|
積込み機の頻度 |
4-5 PC/分 |
4-5 PC/分 |
|
総力 |
3.75kw |
4.5kw |
|
床面積 |
3600*2700*3900mm |
4000*3200*4500mm |
|
重量 |
2500kg |
3500kg |
注: 私達はあなたの条件に従ってカスタマイズします機械を作り出してもいいです。
適用:
安全システムが付いているこの空気の転換ガラス荷を下す機械自動板ガラスの荷役のロボットは板ガラスの深い処理で高いautomatismおよび安定した性能があるさまざまな種類の板ガラスの荷を下すために非常に適しています。それは、ガラス パレットのような、L様式のガラス棚自動荷を積むことで主に、別の装置からガラスに棚、直線的二重edger、ガラス洗濯機使用されます。機械を始動させた後指定位置にガラスを、吸引働き始めます置いて下さい。それがガラスを既に吸った後、ローラー テーブルにそれを、自動的に移します前陣装置にガラスを置いて下さい。それが伝達の速度および負荷のガラス量を両方調節する必要があるときオペレータは変更します
のPLCの両方自動制御そして手動制御によるタッチ画面の対応する変数
全プロセスは主に調節で、しかし手動で使用されます制御し、維持は、各行為ある場合もあります
別にされる。
記述:
1.横の動きのメカニズム、持ち上がるメカニズムは、コンベヤーのテーブルの右の上のビームの左側の立場を、ロールオーバーします。
2。 信号が与えられた後、ガラス積み重ねフレームにフレームの横断移動、および細目で停止を吸う
位置、打撃および速度はPLCによって制御することができます。
3.指定位置で着かれて、フレームの吸引の動きは横から垂直になります
すぐに、PLCによって制御されれば。
4。 指定位置で着かれるの後で、フレームの吸引の動きは垂直からになります
次に横ゆっくり、そしてPLC制御を用いるガラスの表面で、動きます。
5。 、ガラスと接触して、吸引のコップの近くに横モーターある検出スイッチ時、
働くことを止めますその間真空システムは働き始め吸引のコップは吸収し始めます
ガラス。
6。 真空圧力が圧力設定圧力、真空ポンプ停止働きに、達する時
吸引のコップの持ち上がるメカニズムは数秒について20-30mm、この位置で、それ停止します上がります
保障のために単一部分ガラスはよく、最終的に持ち上がるメカニズムの垂直すぐに吸われました、
そして指定位置で停止して下さい。
7。 それが指定位置、起源に戻る吸引フレームで水平に着いた時
すぐに転覆は、トラバーサーが付いているバランスを保ちます。
8。 指定位置で着かれるの後で、フレームの吸引の動きは横からになります
すぐに垂直、PLC制御と。
9。 ガラス表面からの約20のmmは圧縮されたの吹くことによって、吸引のコップ ガラスを解放します
空気。トラバーサーによる位置の後、速く前陣装置に移るガラス。
10。 吸引のコップが圧縮空気を吹いているとき、持ち上がるメカニズムはそしてに戻って動きます
起源に戻る起源、ロールオーバーされた立場の転覆および余りに。その間、ガラスは信号から解放しました、
そして自動的に働き続けて下さい。
比較優位:
1. それはガラス移動を容易にし、ガラスにローディングおよび荷を下す難しさを解決します。
2. 全ライン オートメーションを改良するためには、効率的に産業の人件費そして危険を減らして下さい
手動仕事による傷害。
3. 制御システム: PLC制御、タッチ画面、手動/自動スイッチの、あらゆる移動個人があります
ボタン。
4. 走行のメカニズム: 正方形の管の国民の標準、高精度ギヤ棚伝達、
二重直線ガイド、直線ガイドおよびギヤ棚は器官の盾によって覆われます
生命を拡張できる機械の部内者への防御力。
5. ローラー コンベヤーは、ローラー円形ベルトの伝達です。 ドライブ モーターは騒音なしに移動の馬小屋であるギヤ減力剤モーターです。
6. 空気の転換かサーボ転換は、しかしサーボ転換自動調節された角度のである場合もあります
ガラスの置く角度に従う吸引のコップの棚。 それは漏出の現象を吸います避けます
ガラスの置く角度の偏差のために。
主要な構成:
|
ギヤ減力剤 |
台湾 |
|
ローラー |
純粋なニトリル ゴム ローラー |
|
門脈フレーム |
標準的な正方形の管のプロフィール |
|
積込み機の上昇の腕 |
アルミニウム プロフィール |
|
シリンダー |
中国 |
|
低電圧の器具 |
シュナイダー、ドイツ |
|
電気ワイヤー |
国民標準的なワイヤー |
|
制御 |
Omron PLC制御、日本。 |
|
頻度コンバーター |
Omron、日本。 |
|
タッチ画面 |
Omron、日本 |
|
歩くサーボ モーター |
Omron、日本 |
|
持ち上がるサーボ モーター |
Omron、日本 |
|
真空システム |
SMC、日本 |
|
ディスクの吸引 |
ドイツ |
|
線形案内面 |
ABBA、台湾 |
|
回転シリンダー |
AIRTAC |
空気の転換ガラス荷を下す機械自動板ガラスの荷役のロボット